沈阳激光切割哪家好-丹东激光切割加工-本溪激光切割哪家好
自公司创建以来,嘉诚金属制品始终坚持注重细节,做好每一个激光切割,注重信誉,力求精益求精的经营理念,领着公司在机械五金加工行业取得了稳固地位。我司提供的激光切割具有免费测量设计的服务特色。我们所拥有协调一致的合伙人团队、高素质的员工队伍和成熟的管理体系,实践中各部门配合将激光切割一次做到位,这给我们为客户提供服务,与客户一起成长提供了坚实的保障。
沈阳激光切割哪家好-丹东激光切割加工-本溪激光切割哪家好。 辽宁嘉诚金属制品有限公司是一家拥有可靠团队,技术过硬的有限责任公司,具有一整套完整科学的激光切割与执行管理体系。成立伊始便与大量需求群体达成了合作,并且取得良好的效果。我们凭借在辽宁、沈阳建立的广泛业务关系网和丰富的可靠经验,激光切割上获得需求群体的支持与认可,为公司的发展提供良好的条件。
激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。
⑴ 切割质量好
由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
⑵ 切割效率高由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
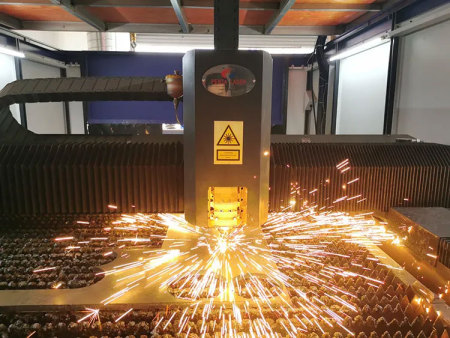
⑶ 切割速度快
用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的辅助时间。
⑷ 非接触式切割
激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,。
⑸ 切割材料的种类多
与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。但是对于不同的材料,由于自身的热物理性能及对激光的吸收率不同,表现出不同的激光切割适应性。采用CO2激光器,各种材料的激光切割性能见表2。
⑹ 缺点激光切割由于受激光器功率和设备体积的限制,激光切割只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。
沈阳激光切割哪家好-丹东激光切割加工-本溪激光切割哪家好。 为了您时间的充分利用,您可以通过电话预约;微信预约提前与我们进行预约,我们的营业时间为周一至周日,我们将提前准备好与您的合作!秉承以客户需求为中心,我们激光切割是按套餐计费,您可以通过在线支付进行支付,以优异、可靠、贴心的服务,合理的价格开拓通畅的服务渠道,与需求群体携手创造共赢的格局。
切割程序
1、交点位置的检出。激光切割前需先根据材质调整光束焦点在工件上的位置,由于激光束,特别是CO2气体激光,一般肉眼看不到,可采用楔形丙烯块检测出焦点位置,然后调节割炬的高度,使焦点处于设定位置。
2、穿孔操作要点。世纪切割加工时,有的零件从板材的内部开始切割,这就要先在板材上打孔。一种方法是采用连续激光,在薄板上穿孔,可以用正常的辅助气体压力,光束照射0.2~1s就能贯穿工件,然后即可转入切割。当工件厚度较大(如板厚为2~4mm)时,采用正常的气体压力穿孔,在工件表面上会形成尺寸比较大的溶坑。不但影响切割质量,而且熔融物质溅出可能损坏透镜或喷嘴。此时宜适当增大辅助气体的压力,同事略微增大喷嘴的孔径与工件的距离。这种方法的缺点是气体流量增加并使切割速度降低。
3、防止工件锐角转折处的烧熔。用连续激光切割带有锐角零件时,如切割参数匹配或操作不当,在锐角的转折处很容易发生自烧熔,不能形成转角处的尖角。这不仅使该部位的质量变差,而且还会影响随后的切割。解决这一问题的方法是选择适宜的切割参数,而采用脉冲激光切割时不存在锐角转折处的烧熔问题。
适应性和灵活性
与其它常规加工方法相比,激光切割具有更大的适应性。首先,与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。激光能切割非金属,而其它热切割方法则不能。
一般来说,激光切割质量可以由以下6个标准来衡量。
⒈切割表面粗糙度Rz
⒉切口挂渣尺寸
⒊切边垂直度和斜度u
⒋切割边缘圆角尺寸r
⒌条纹后拖量n
⒍平面度F
辽宁嘉诚金属制品有限公司本着“优异高能、诚实守信、务实创新、共同发展”的原则,全心全意为广大需求群体提供快捷、放心、优越品质的激光切割服务。公司愿与各界朋友精诚合作,共创未来!公司地址:红旗台石材城2号门对面,源自可靠,竭诚为您服务。
为您提供沈阳激光切割哪家好,丹东激光切割加工,本溪激光切割哪家好,激光切割详细介绍,如有需要,请致电联系我们